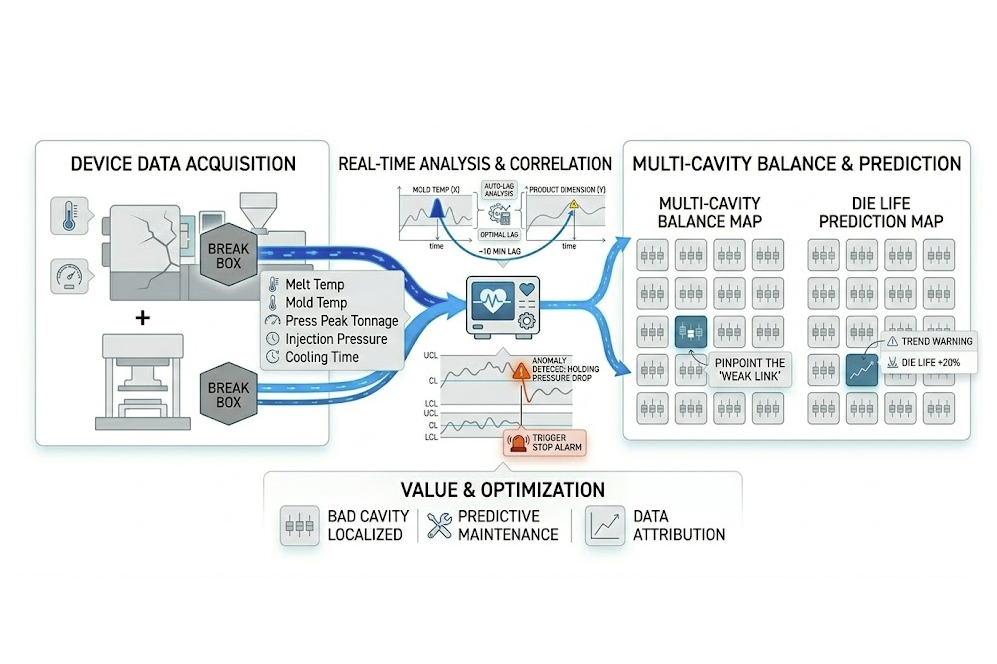
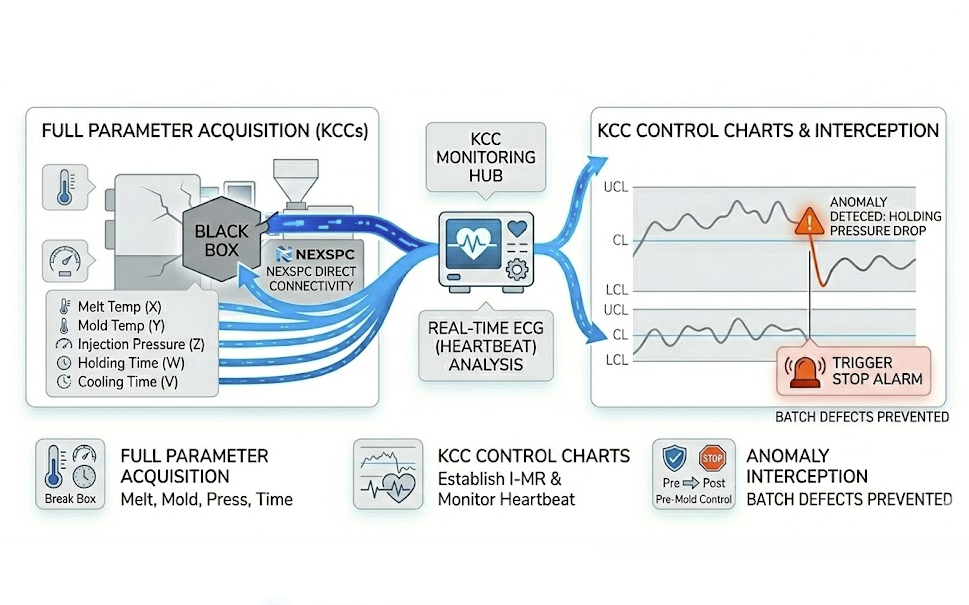
從「事後檢驗」前移至「過程控制」。實時監控注塑機模溫、射膠壓力及沖床噸位等關鍵過程參數 (KCC),防止隱性缺陷與批量報廢。
注塑件的內應力、缺膠風險往往無法通過簡單尺寸測量發現。等冷卻後測量尺寸,幾千模產品已經打出來了。
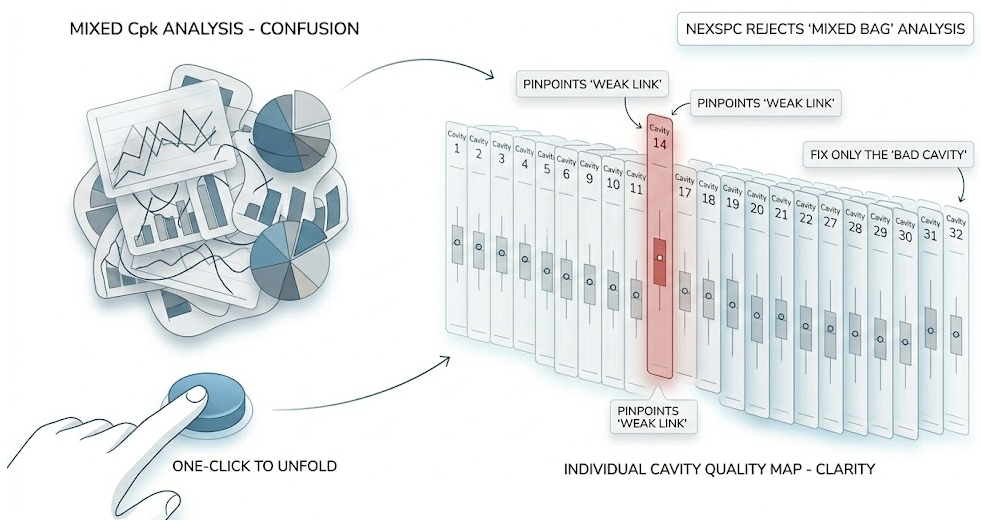
一模 16 穴甚至 64 穴。混合抽檢 Cpk 看似還行,但可能第 7 穴已堵、第 12 穴飛邊嚴重。傳統 SPC 難快速定位「壞穴」。
沖壓模具何時修?往往等 Burr 超標才停機修模,模具已過度磨損,壽命大打折扣。
打破黑盒:先把過程參數「看見」,再把多模穴「分開」,最後把維護與歸因「算準」。
Real Time
在產品成型之前,就已經知道它是否「健康」。利用 NEXSPC 的設備直連能力,打破注塑機的黑盒。

Compare
一鍵展開 32 穴的質量地圖,精準鎖定「短板」。NEXSPC 拒絕「大鍋飯」式混合分析。
trend
用數據告訴您:再打 5000 次就該磨刀了。模具磨損是漸變過程,SPC 能捕捉微弱信號。
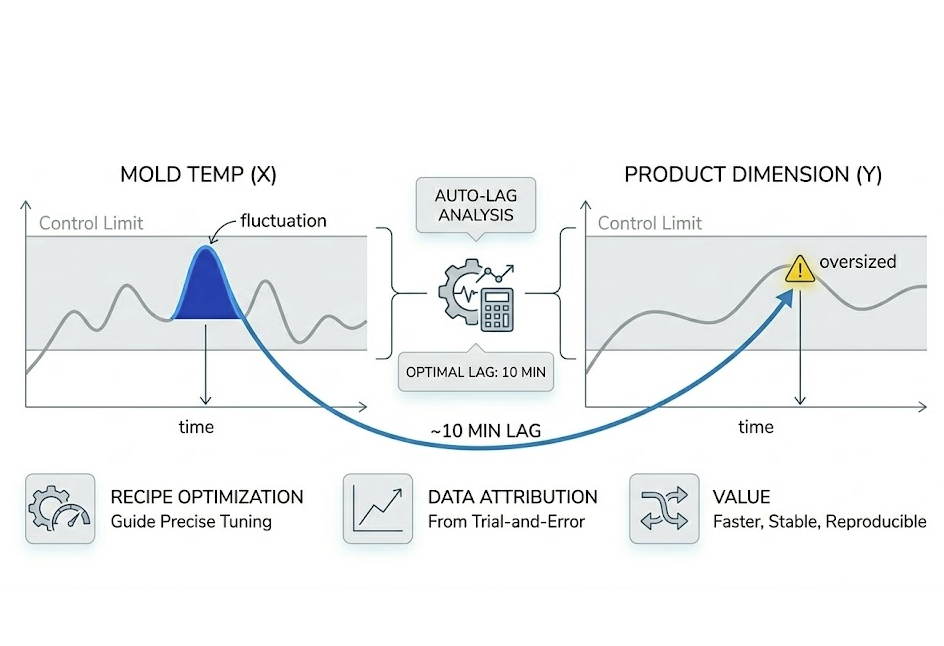
auto-lag
由果索因,優化工藝配方。尺寸偏大,可能是 10 分鐘前模溫機波動造成的。
從監控對象到模具維護,再到問題歸因:把「黑盒工藝」變成「可解釋過程」。
| 維度 | 傳統 QC 模式 | NEXSPC 注塑沖壓版 |
|---|---|---|
| 監控對象 | 只檢產品尺寸 (KPC),事後把關 | 同屏監控工藝參數 (KCC),過程控制 |
| 多穴管理 | 混在一起抽檢,壞穴很難被發現 | 分組箱線圖,32 穴狀態一目了然 |
| 模具維護 | 出廢品了才去修模,模具損傷大 | 趨勢預警提前修模,模具壽命+20% |
| 問題歸因 | 靠試錯調機,甚至越調越亂 | 大數據回歸 + Auto-Lag,精準鎖定致因參數 |
了解了我們的解決方案,您準備好了嗎?點擊右方按鈕,查看定價計劃或立即咨詢













