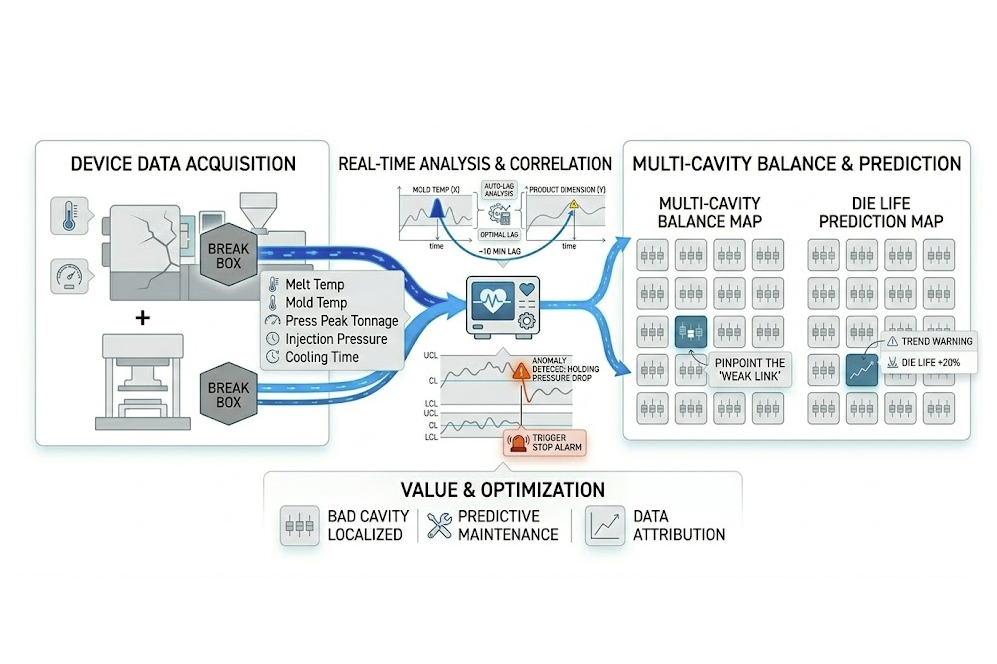
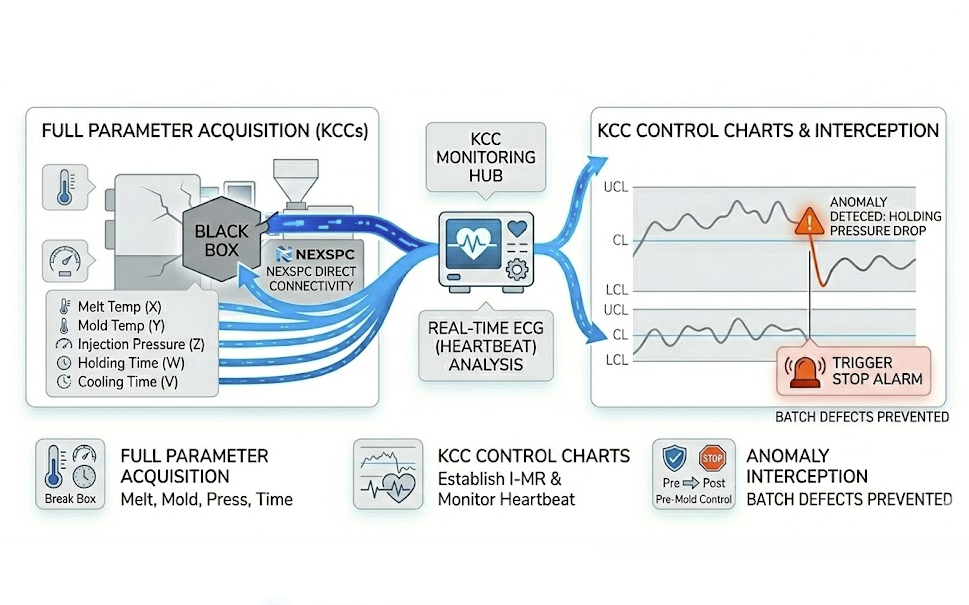
从“事后检验”前移至“过程控制”。实时监控注塑机模温、射胶压力及冲床吨位等关键过程参数 (KCC),防止隐性缺陷与批量报废。
注塑件的内应力、缺胶风险往往无法通过简单尺寸测量发现。等冷却后测量尺寸,几千模产品已经打出来了。
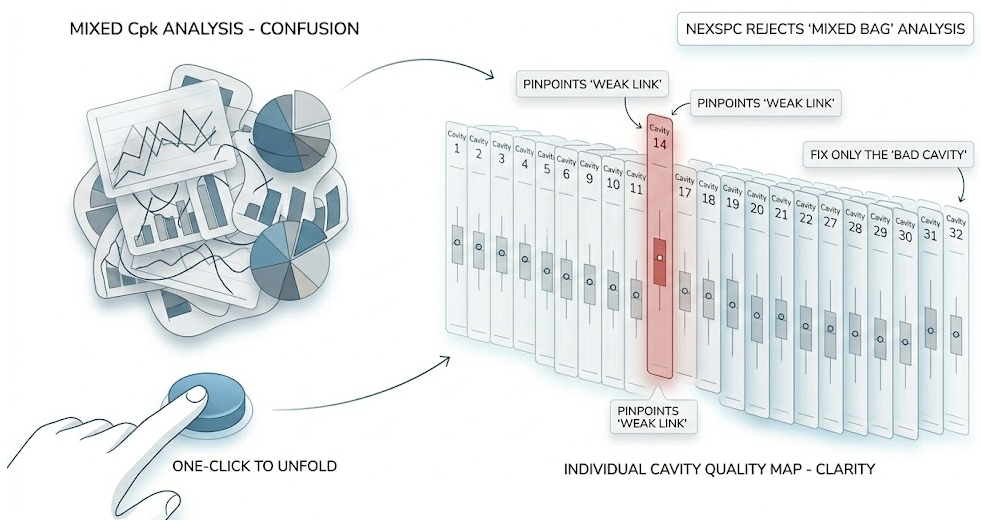
一模 16 穴甚至 64 穴。混合抽检 Cpk 看似还行,但可能第 7 穴已堵、第 12 穴飞边严重。传统 SPC 难快速定位“坏穴”。
冲压模具何时修?往往等 Burr 超标才停机修模,模具已过度磨损,寿命大打折扣。
打破黑盒:先把过程参数“看见”,再把多模穴“分开”,最后把维护与归因“算准”。
Real Time
在产品成型之前,就已经知道它是否“健康”。利用 NEXSPC 的设备直连能力,打破注塑机的黑盒。

Compare
一键展开 32 穴的质量地图,精准锁定“短板”。NEXSPC 拒绝“大锅饭”式混合分析。
trend
用数据告诉您:再打 5000 次就该磨刀了。模具磨损是渐变过程,SPC 能捕捉微弱信号。
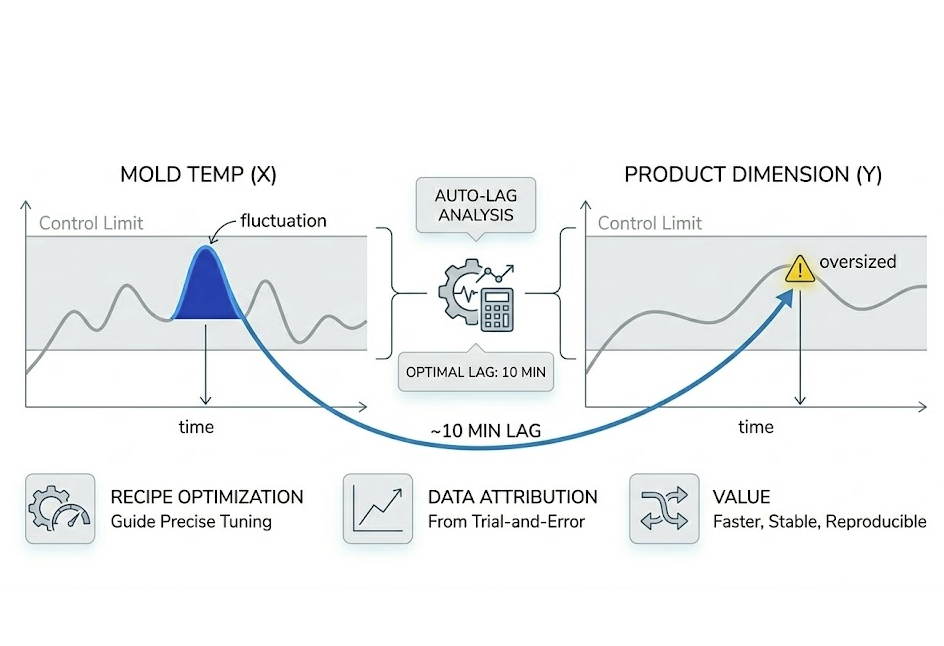
auto-lag
由果索因,优化工艺配方。尺寸偏大,可能是 10 分钟前模温机波动造成的。
从监控对象到模具维护,再到问题归因:把“黑盒工艺”变成“可解释过程”。
| 维度 | 传统 QC 模式 | NEXSPC 注塑冲压版 |
|---|---|---|
| 监控对象 | 只检产品尺寸 (KPC),事后把关 | 同屏监控工艺参数 (KCC),过程控制 |
| 多穴管理 | 混在一起抽检,坏穴很难被发现 | 分组箱线图,32 穴状态一目了然 |
| 模具维护 | 出废品了才去修模,模具损伤大 | 趋势预警提前修模,模具寿命+20% |
| 问题归因 | 靠试错调机,甚至越调越乱 | 大数据回归 + Auto-Lag,精准锁定致因参数 |
了解了我们的解决方案,您准备好了吗?点击右方按钮,查看定价计划或立即咨询













