













When facing third-party audits, many quality engineers have been asked a classic question: "Why haven’t you used all 8 out-of-control rules on your control chart?" The implication seems to be that enabling more rules signifies stronger quality management.
The logic of the new manual is extremely clear: when you apply all rules to the control chart regardless of data distribution, you are not improving quality; you are destroying quality.
When implementing SPC, enabling all 8 out-of-control rules simultaneously regardless of data distribution is a mistake. The new AIAG-VDA manual explicitly points out that rule superposition exponentially amplifies "Type I errors" (i.e., false alarms).
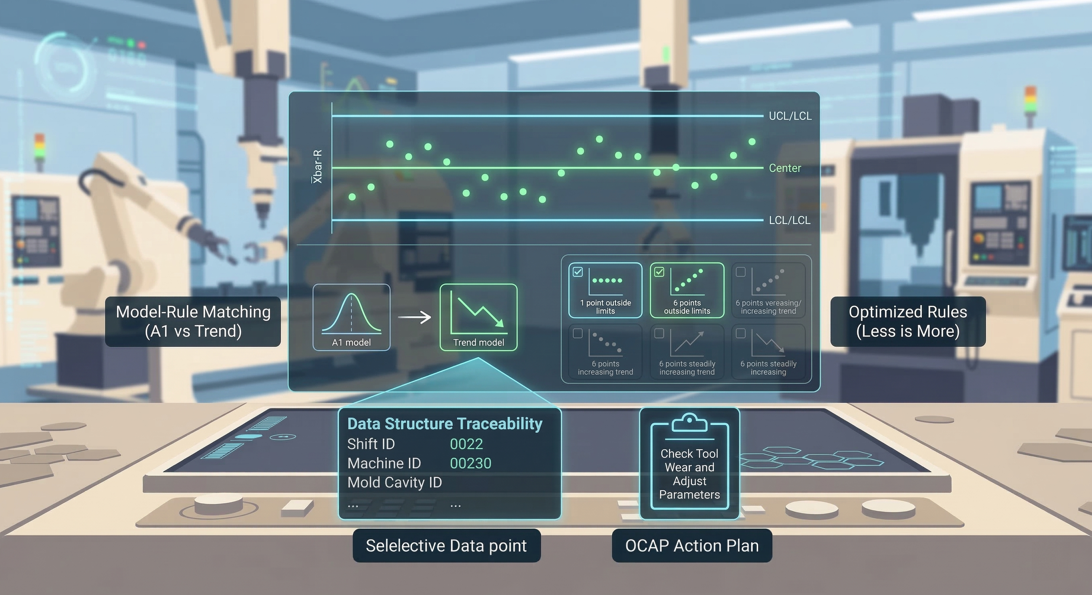
Out-of-control rules must be accurately matched based on the true physical model of the process (e.g., distinguishing an ideal normal A1 model from a trend model with tool wear), and each rule must correspond to a clear OCAP (Out-of-Control Action Plan).
To borrow a phrase, "Less is more" is also quite fitting in the field of SPC.
The Disaster of False Alarms
Every out-of-control rule in statistics carries an inherent "Type I error" (i.e., the process originally has no abnormality, but the system generates a false alarm).
If only the basic rule of "one point exceeding 3-sigma control limits" is enabled, the false alarm rate is approximately 0.27%. However, if you simultaneously enable all 8 rules, the false alarm rate will rapidly soar to 2% or higher.
In continuous real-time data collection on high-speed production lines, this means a large number of invalid alarms will be generated every day. Field operators have only two responses to this:
- Either over-intervene (frequent adjustment makes the process more chaotic)
- Or simply treat it as "crying wolf" and ignore all alarms.
Both behaviors are materially undermining the stability of the process.
Stop Misinterpreting Physical Laws
The deeper reason lies in the underlying statistical model. The classic eight rules (e.g., 9 consecutive points on the same side of the centerline, 6 consecutive points increasing or decreasing), are essentially derived based on the A1 model—assuming this is an ideal normal process with an absolutely stable mean.
But real production sites are very complex, and not all are perfect A1 models; in fact, most are not A1 models. Taking CNC machining as an example, natural wear of the tool leads to a slow drift in machining dimensions. If the trend rule of "6 consecutive points increasing/decreasing" is forcefully enabled in this process, the system will alarm frantically. Please note, this is not a discovery of abnormality; it is a misinterpretation of normal physical laws.
The new SPC standard emphasizes: time-correlated process models must be identified first before deciding which rules to use, rather than defaulting to having all on. Rules must match the actual physical process.
Rules Without OCAP Support Are Mere Formalism
More does not mean professional. Modern quality systems require that every out-of-control rule enabled by the system must have a corresponding, actionable corrective action clearly defined in the OCAP (Out-of-Control Action Plan).
If the rule of "14 consecutive points adjacent and alternating up and down" is triggered, but the field engineer and operator have no idea whether to check for fixture looseness or to check parameter differences between two different pieces of equipment, then this rule is formalism. The question that should really be asked in future audits is: "Why did you choose these rules? What are the field actions corresponding to them?"
Representation of Structured Data in OCAP
If it is just a string of numbers without the meaning behind each number, even if you find an abnormality, even if you have an OCAP, it is difficult for you to find the reason inside, because you don’t know which machine, which shift, which team, what raw material was used, and what parameters were used by the processing machine when the abnormality occurred.
The root cause of failure in SPC implementation is often not errors in statistical methods, but rather due to underlying data structure problems. Isolated measurement values have no industrial value. Qualified SPC requires that when testing occurs, part measurement values, design tolerances, and manufacturing traceability information (such as work orders, equipment, molds) are all recorded, so that the SPC system can realize anomaly traceability and dimensional analysis. Otherwise, although SPC software can naturally draw beautiful charts, statistical process control will always drift outside of core business.
Now you know how to answer the questions during the audit, right?