













In many enterprises, SPC systems have already been implemented. However, a common issue still exists:
Control charts are being used to record data, but not to identify problems effectively.
The root cause is often:
Out-of-control rules are not properly applied or lack sufficient capability.

1. The Essence of Out-of-Control Rules: Detecting Trends, Not Just Limits
In traditional SPC applications, many companies only focus on:
- Whether data points exceed control limits (UCL / LCL)
However, in real production environments:
Most issues occur before any point exceeds the control limits, such as:
- Gradual mean shift
- Continuous trends
- Changes in variation structure
These are all statistical signals of instability.
Therefore:
- Control charts are responsible for visualization
- Out-of-control rules are responsible for decision-making
2. From 8 Rules to 11 Rules: Why Expansion Is Necessary
1. Limitations of Traditional SPC Rules
Traditional SPC typically relies on:
- Western Electric Rules
- Nelson Rules (8 rules)
However, in real industrial scenarios, these rules have limitations:
- Insufficient ability to detect complex processes
- Difficulty identifying mixed data from multiple sources
- Limited capability in detecting periodic or structural patterns
2. NEXSPC: Expanded to 11 Rules
(1) Newly Added Rules
Based on standard rules, NEXSPC introduces:
- Rule 9: Cyclic Pattern Detection
→ Identifies periodic fluctuations (e.g., shifts, machine cycles) - Rule 10: Stratification / Multi-source Detection
→ Identifies mixed data from multiple machines or batches - Rule 11: Nonconformance Detection
→ Detects points exceeding specification limits
(2) Core Value of the Extended Rules
- Stronger anomaly detection capability
→ Not only single-point anomalies, but also structural issues - Closer to real production environments
→ Suitable for multi-machine, multi-shift, multi-batch scenarios - Earlier detection of systemic risks
→ Prevent issues from escalating before exposure
In essence:
From “standard SPC” to “industry-ready SPC”
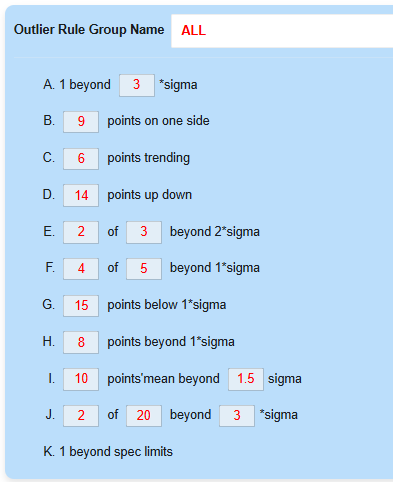
3. NEXSPC 11 Out-of-Control Rules (Full System)
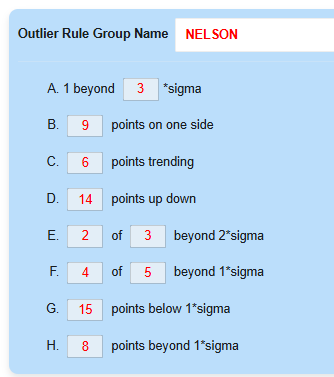
Highlighted parameters are configurable. Rules 1–8 follow the Nelson Rules.
- Point Beyond Control Limits
→ 1 point exceeds ±3σ from the center line - Run on One Side
→ 9 consecutive points on the same side of CL - Trend
→ 6 consecutive points increasing or decreasing - Alternation
→ 14 points alternating up and down - Near Control Limits
→ 2 out of 3 consecutive points beyond ±2σ - Shift Strengthening
→ 4 out of 5 consecutive points beyond ±1σ - Reduced Variation
→ 15 consecutive points within ±1σ - Increased Variation
→ 8 consecutive points outside ±1σ - Cyclic Pattern (New)
→ Mean of 10 consecutive points deviates beyond 1.5σ - Stratification Pattern (New)
→ In 20 consecutive points, at least 2 exceed ±3σ - Out-of-Spec Detection (New)
→ 1 point exceeds specification limits
4. Rules Must Be Adjustable, Not Just Available
A common issue with many SPC systems:
Rules are fixed and cannot adapt to different processes
Key Capability of NEXSPC: Configurable Rule Parameters
Each rule supports customization:
- Number of consecutive points (e.g., 9 → adjustable)
- Sigma thresholds
- Detection criteria
This enables:
One rule system to adapt to multiple process characteristics
Benefits
- Avoid excessive alarms (over-sensitive)
- Avoid missed anomalies (under-sensitive)
Achieving:“Optimal alert sensitivity”
5. Rule Groups: Global vs Local Configuration
In real production environments, different inspection items have different characteristics:
- Some processes are stable
- Some are highly variable
- Some require strict quality control
Using one unified rule set is often not appropriate.
NEXSPC Supports Two Modes
1. Global Rule Group (Standardized Management)
All inspection items share the same rule set
Suitable for:
- Standardized production lines
- Unified quality management systems
Advantages:
- Simple configuration
- Consistent management
2. Dedicated Rule Group (Per-Item Configuration)
Each inspection item can have its own rule set
Easily configured when creating inspection items
Can be modified anytime or switched back to global rules
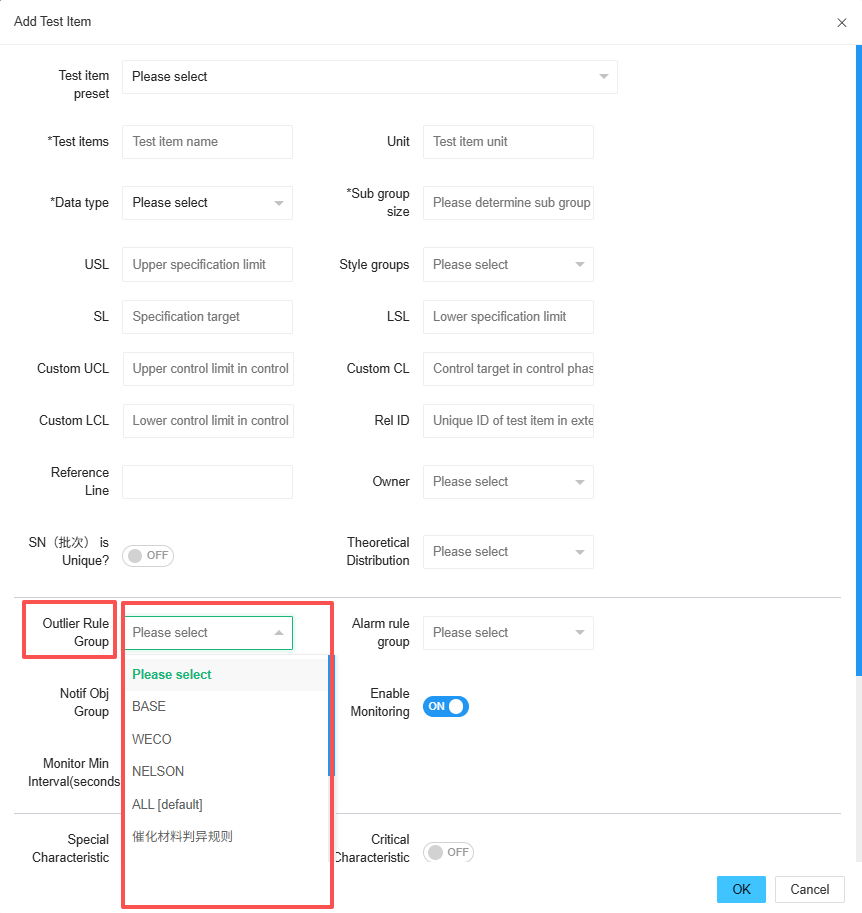
Suitable for:
- Multi-product production
- Processes with significant differences
- Critical quality characteristics
Advantages:
- Higher precision
- Better alignment with real production
Achieving: “One system, multiple strategies”
6. How to Use Out-of-Control Rules Correctly (Best Practices)
1. Enable Rules in Phases
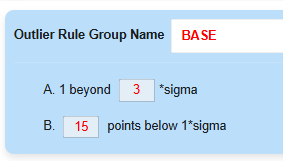
- Initial stage:
→ Basic rules (1–2)
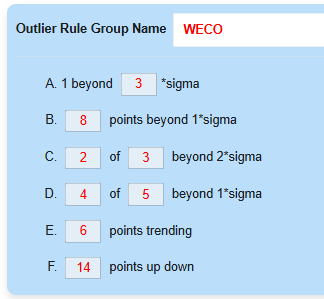
- → WECO (1–6)
- → Nelson rules (1–8)
- Stable stage:
→ Add advanced rules
2. Adjust Parameters Based on Process
Different processes require different sensitivities
3. Focus on Effective Alerts
More alerts ≠ better
Alerts must be meaningful and actionable
Conclusion
In SPC systems:
Control charts are the foundation
Out-of-control rules are the core
With NEXSPC, through:
- A complete 11-rule system
- Enhanced detection for complex scenarios
- Fully configurable parameters
- Global and per-item rule configuration
SPC evolves from: “data visualization” → “automated process monitoring”
Helping enterprises achieve:
Proactive issue detection instead of reactive analysis